Call: 08045803517
 Send Inquiry
Send Inquiry
 Send Inquiry
Send InquiryChain Driven Roller Conveyors
Price 650000 INR/ Piece
MOQ : 1 Piece
Chain Driven Roller Conveyors Specification
- Usage
- Logistic,Paper,Food,Pharma,Textile and other type of industries as well
- Material
- Mild Steel
- Size
- Customized
- Load Capacity
- 50 kg per feet Kilograms (kg)
- Voltage
- 220 Volt (v)
- Warranty
- 1 Year
Chain Driven Roller Conveyors Trade Information
- Minimum Order Quantity
- 1 Piece
- Payment Terms
- Cash in Advance (CID)
- Supply Ability
- 10 Pieces Per Month
- Delivery Time
- 5-7 Days
- Main Domestic Market
- All India
About Chain Driven Roller Conveyors
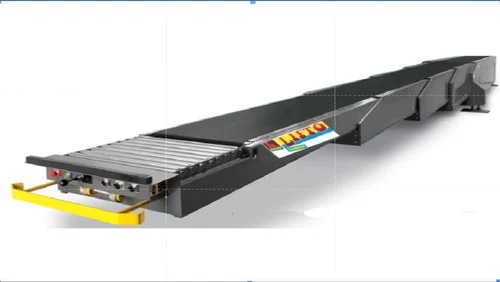
Experience glorious efficiency and transcendent savings with our new Chain Driven Roller Conveyors, meticulously engineered for celebrated performance across diverse industries. With the last chance to seize exclusive offers, this conveyor features a robust mild steel body and supports up to 50 kg per foot. Customizable in size, operating at 220 Volts, it adeptly meets logistic, paper, food, pharma, textile, and more industrial requirements. Proudly made in India, we are your trusted distributor, manufacturer, service provider, supplier, and trader, offering a 1-year warranty for reliable, uninterrupted operation.
Outstanding Versatility and Features of Chain Driven Roller Conveyors
Chain Driven Roller Conveyors are crafted to serve multiple industries such as logistics, paper, food, pharmaceuticals, textiles, and beyond. Their notable features include a sturdy mild steel frame, efficient load handling of 50 kg per foot, and a voltage rating of 220V, all customizable to meet specific operational needs. Suitable for diverse application media, they optimize workflow and boost productivity with seamless movement of goods across production lines.
Certifications, Domestic and Export Markets for Your Transportation Needs
Our Chain Driven Roller Conveyors are delivered only after meeting celebrated industry certifications, ensuring top-notch quality for every quotation requested. Serving the main domestic market throughout India and expanding into renowned export destinations, we guarantee precise and safe transportation solutions. Every order is handled with care, and our dedicated team ensures prompt quotations, timely deliveries, and adherence to the highest standards for industrial and commercial use.
Outstanding Versatility and Features of Chain Driven Roller Conveyors
Chain Driven Roller Conveyors are crafted to serve multiple industries such as logistics, paper, food, pharmaceuticals, textiles, and beyond. Their notable features include a sturdy mild steel frame, efficient load handling of 50 kg per foot, and a voltage rating of 220V, all customizable to meet specific operational needs. Suitable for diverse application media, they optimize workflow and boost productivity with seamless movement of goods across production lines.
Certifications, Domestic and Export Markets for Your Transportation Needs
Our Chain Driven Roller Conveyors are delivered only after meeting celebrated industry certifications, ensuring top-notch quality for every quotation requested. Serving the main domestic market throughout India and expanding into renowned export destinations, we guarantee precise and safe transportation solutions. Every order is handled with care, and our dedicated team ensures prompt quotations, timely deliveries, and adherence to the highest standards for industrial and commercial use.
FAQ's of Chain Driven Roller Conveyors:
Q: How can Chain Driven Roller Conveyors improve my facility's logistics efficiency?
A: Chain Driven Roller Conveyors streamline material handling by providing smooth transportation of goods, reducing manual labor, and minimizing processing time, resulting in increased throughput and cost savings in your operations.Q: What industries typically benefit from using these conveyors?
A: Industries such as logistics, paper, food, pharma, textile, and various manufacturing sectors benefit from these conveyors, thanks to their robust material construction and adaptable load and size capabilities.Q: When is the ideal time to upgrade to these new conveyors?
A: It is ideal to consider upgrading when your facility requires enhanced efficiency, faces increased throughput, or aims to minimize downtime due to unreliable or outdated conveyor systems.Q: Where can Chain Driven Roller Conveyors be installed within an operation?
A: These conveyors can be customized for installation in diverse settings, including warehouses, assembly lines, sorting areas, and any location requiring reliable conveyance of goods.Q: What is the process to obtain a quotation and arrange delivery?
A: To receive a quotation, simply contact our support team with your specific requirements. Upon agreement, we manage the delivery and installation to ensure seamless integration into your workflow.Q: What warranty and after-sales support are offered for these conveyors?
A: Each conveyor is backed by a 1-year warranty, and as a distributor and manufacturer, we provide reliable after-sales service for maintenance and support needs.
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Roller Conveyor Category
Telescopic Conveyor Belt
Price 1500000 INR / Piece
Minimum Order Quantity : 1 Piece
Warranty : 1 Year
Features : Corrosion Resistance
Material : Mild Steel
Voltage : 220 Volt (v)

Truck Loading Conveyor
Price 550000 INR / Piece
Minimum Order Quantity : 1 Piece
Warranty : 1 Year
Features : Corrosion Resistance
Material : Mild Steel
Voltage : 220 Volt (v)

FIFO RACKS - Conveyor
Price 40000 INR / Piece
Minimum Order Quantity : 1 Piece
Warranty : 1 Year
Features : Corrosion Resistance
Material : Mild Steel

Flexible Conveyors
Price 18000 INR / Meter
Minimum Order Quantity : 10
Warranty : 1 Year
Features : Corrosion Resistance
Material : Mild Steel
Voltage : 220 Volt (v)
Contact Details
SAFELIFT INDIA TECHNOLOGIES
GST : 27AQOPK4312K2ZL
- NG Complex, Kalyan Padgha Rd, Opp BGR Logistics park, Talvali Village Bhiwandi,Bhiwandi - 421101, Maharashtra, India
- Phone :08045803517
Developed and Managed by Infocom Network Private Limited.
